
Продукция





-
Прецизионные отливки блоков цилиндров двигателя
-

Прецизионные валы и детали, обработанные на токарных автоматах продольного точения
-

Прецизионные станки
-

Прецизионные автомобильные детали
-

Универсальные прецизионные механические компоненты
-
Прецизионные детали для оптической промышленности
-

Детали для новой энергетики
-

Прецизионные детали для промышленных роботов
-

Прецизионные детали для медицинского оборудования








Режущий инструмент
Высокопроизводительная серия концевых фрез, предназначенная для обработки труднообрабатываемых материалов, таких как предварительно закалённая сталь, закалённая сталь, титановые сплавы и жаропрочные сплавы.
Описание
маркер
Описание продукта
I. Серия HHX-PRO для обработки материалов высокой твёрдости
Позиционирование продукции
Высокопроизводительная серия концевых фрез, предназначенная для обработки труднообрабатываемых материалов, таких как предварительно закалённая сталь, закалённая сталь, титановые сплавы и жаропрочные сплавы.
Основные технологические возможности
| Технический параметр | Диапазон значений |
| Твёрдость обрабатываемых материалов | HRC 42° ~ 68° |
| Точность радиуса скругления | ±0,005 мм (прецизионный класс) / ±0,01 мм (стандартный класс) |
| Диапазон диаметров режущей части | Φ0,2 мм ~ Φ20 мм |
| Рабочая длина режущей кромки | 2D ~ 5D |
| Конфигурация количества зубьев | 2 зуба / 4 зуба / 6 зубьев на выбор |
Отраслевые сценарии применения
• Изготовление пресс-форм: обработка полостей и сердечников прецизионных литьевых форм, литьевых форм под давлением, штампов.
• Автомобильные компоненты: блоки цилиндров двигателей, шестерни коробок передач, детали рулевых систем.
• Авиационно-космическая отрасль: конструкционные детали из титановых сплавов, лопатки из никелевых жаропрочных сплавов.
• Медицинское оборудование: хирургические инструменты, прецизионная обработка имплантатов.
Результаты обработки
• Шероховатость поверхности: Ra 0,4 ~ 1,6 мкм (чистовая обработка).
• Стойкость инструмента: в 1,5–2 раза выше по сравнению с обычными твёрдосплавными фрезами.
• Стабильность обработки: специальная конструкция винтовой канавки эффективно подавляет вибрации и выкрашивание режущей кромки.
Услуги по изготовлению на заказ
Поддерживается изготовление по чертежам заказчика: диаметр режущей части, длина режущей кромки, радиус скругления, количество зубьев, угол винтовой канавки, тип покрытия и другие параметры.
Пожалуйста, пришлите свои чертежи для обработки, и мы предложим оптимальное решение по инструменту.
II. Серия TG-PRO для высокоэффективной обработки нержавеющей стали и титановых сплавов
Позиционирование продукции
Специализированная высокопроизводительная серия концевых фрез для обработки вязких труднообрабатываемых материалов, таких как аустенитная нержавеющая сталь, мартенситная нержавеющая сталь, титановые сплавы и никелевые сплавы.
Основные технологические возможности
| Технический параметр | Диапазон значений |
| Обрабатываемые материалы | 304/316, мартенситная нержавеющая сталь, титановые сплавы TC4/TA15 |
| Угол винтовой канавки | Оптимизированная конструкция 35°–45° |
| Количество режущих кромок | 3 / 4 / 5 |
| Максимальная глубина обработки | 1,5 длины режущей кромки (фрезерование пазов) / 3 длины режущей кромки (фрезерование боковых поверхностей) |
Отраслевые сценарии применения
• Медицинское оборудование: ортопедические имплантаты, хирургические инструменты, стоматологические устройства.
• Пищевое машиностроение: насосы, клапаны, трубопроводная арматура, смесители.
• Химическое оборудование: реакторы, теплообменники, коррозионностойкие детали.
• Морская техника: судовые компоненты, оборудование для опреснения морской воды.
Результаты обработки
• Шероховатость поверхности: Ra 0,8–3,2 мкм.
• Предотвращение налипания материала: специальная обработка режущей кромки снижает адгезию материала.
• Эффективность подачи: на 30%–50% выше по сравнению с обычными фрезами.
Услуги по изготовлению на заказ
Возможен индивидуальный подбор покрытия (TiAlN / TiSiN / алмазное покрытие) и технологии обработки режущей кромки в зависимости от характеристик материала.
Пожалуйста, предоставьте марку обрабатываемого материала и требования к обработке — мы предложим оптимальное решение.
III. Серия HVF-PRO для универсальной высокоэффективной обработки
Позиционирование продукции
Универсальная высокопроизводительная серия концевых фрез для обработки обычных материалов, таких как углеродистая сталь, легированная сталь, чугун, цветные металлы. Обеспечивает оптимальное сочетание эффективности и экономичности.
Основные технологические возможности
| Технический параметр | Диапазон значений |
| Обрабатываемые материалы | Сталь 45, 40Cr, P20, H13 и др. |
| Твёрдость материалов | ≤ HRC 45 |
| Количество режущих кромок | 2 / 3 / 4 |
| Максимальная глубина резания | 2D (фрезерование пазов) / 4D (фрезерование боковых поверхностей) |
Отраслевые сценарии применения
• Общее машиностроение: валы, диски, корпусные детали.
• Автоматизация и робототехника: сочленения роботов, направляющие, винт подачи.
• Промышленная оснастка и приспособления: прецизионные позиционирующие устройства, кондукторы, контрольные приспособления.
• 3C-электроника: алюминиевые корпуса, радиаторы, конструкционные детали.
Результаты обработки
• Шероховатость поверхности: Ra 0,8–3,2 мкм.
• Эффективность обработки: высокая подача, большая глубина резания – идеально для серийного производства.
• Соотношение цена/качество: экономичное покрытие, подходит для стандартных задач обработки.
Услуги по изготовлению на заказ
Предлагается изготовление специальной геометрии по требованию заказчика: нестандартная длина, нестандартный радиус скругления, ступенчатая режущая кромка, фаска и др.
Для серийных заказов доступно индивидуальное изготовление под ключ.
IV. Серия SUS-PRO, специализированная для обработки нержавеющей стали
Позиционирование продукции
Серия концевых фрез, оптимизированных специально для обработки нержавеющих сталей марок 304, 316, 420, 440C и др. Позволяет решать такие проблемы, как налипание материала, деформационное упрочнение, повышенный износ инструмента.
Основные технологические возможности
| Технический параметр | Диапазон значений |
| Обрабатываемые материалы | Аустенитная, мартенситная и дисперсионно-твердеющая нержавеющая сталь |
| Обработка режущей кромки | Отрицательный передний угол + притупление режущей кромки |
| Покрытие | Многослойное покрытие на основе TiAlN |
| Количество режущих кромок | 3 / 4 |
Отраслевые сценарии применения
• Медицинское оборудование: хирургические лезвия, пинцеты, имплантаты.
• Пищевое производство: режущие лезвия, смесители, транспортное оборудование.
• Строительный декор: фурнитура, перила, декоративные элементы.
• Нефтехимия: клапаны, фланцы, уплотнительные детали.
Результаты обработки
• Шероховатость поверхности: Ra 0,8–1,6 мкм (чистовая обработка).
• Стойкость инструмента: более чем в 2 раза выше по сравнению с обычными фрезами.
• Отвод стружки: оптимизированная форма канавки предотвращает наматывание стружки.
V. Серия AL-PRO для высокоглянцевой обработки алюминиевых и медных сплавов
Позиционирование продукции
Концевые фрезы, предназначенные для высокоглянцевой и зеркальной обработки цветных металлов, таких как алюминиевые сплавы, медные сплавы, магниевые сплавы.
Основные технологические возможности
| Технический параметр | Диапазон значений |
| Обрабатываемые материалы | Алюминиевые сплавы 6061/7075/2024, красная медь, латунь |
| Острота режущей кромки | Большой передний угол (15°–25°) + доведённая режущая кромка |
| Количество режущих кромок | 2 / 3 |
| Максимальная глубина резания | 1D – 2D |
Отраслевые сценарии применения
• Потребительская электроника: корпуса мобильных телефонов, корпуса ноутбуков, корпуса фотоаппаратов.
• Автомобильные компоненты: колёсные диски, головки блока цилиндров двигателя, поршни.
• Авиационно-космическая отрасль: обшивка самолётов, каркасные конструкционные детали.
• Изготовление пресс-форм: электроды, вставки для литьевых форм.
Результаты обработки
• Шероховатость поверхности: Ra 0,1–0,4 мкм (высокоглянцевая / зеркальная поверхность).
• Отсутствие заусенцев: острая режущая кромка + оптимизированная форма канавки подавляют образование заусенцев.
• Эффективность обработки: высокая скорость вращения шпинделя, высокие подачи – идеально для высокоскоростных обрабатывающих центров.
VI. Специальная серия для обработки графита и композиционных материалов
Позиционирование продукции
Специализированные инструменты, предназначенные для обработки хрупких материалов, таких как графитовые электроды, композиционные материалы на основе углеродного волокна, композиционные материалы на основе стекловолокна и т.д.
Основные технологические возможности
| Технический параметр | Диапазон значений |
| Обрабатываемые материалы | Графит, углеволокно, стекловолокно, керамика |
| Конструкция режущей кромки | Пылезащитные канавки + алмазное покрытие |
| Количество режущих кромок | 2 / 4 |
| Покрытие | CVD-алмаз / DLC-покрытие |
Отраслевые сценарии применения
• Изготовление пресс-форм: обработка графитовых электродов (предварительная операция перед электроэрозионной обработкой).
• Авиационно-космическая отрасль: углеволоконные крылья, конструкции фюзеляжа.
• Автомобилестроение: карбоновые кузовные панели, детали интерьера.
• Ветроэнергетика: лопасти из стекловолокна.
Результаты обработки
• Качество поверхности: отсутствие сколов, расслоений и разрывов.
• Стойкость инструмента: алмазное покрытие обеспечивает срок службы в 5–10 раз дольше по сравнению с обычными покрытиями.
• Эффективность обработки: высокие обороты, малая глубина резания, быстрые подачи.
VII. Услуги по изготовлению нестандартного инструмента на заказ
Диапазон индивидуализации
• Геометрические параметры: диаметр режущей части, длина режущей кромки, радиус скругления, угол винтовой канавки, количество режущих кромок, диаметр хвостовика.
• Типы покрытий: TiN, TiAlN, TiSiN, AlCrN, алмазное покрытие и др.
• Специальные конструкции: ступенчатая режущая кромка, фаска, коническая режущая кромка, внутренние каналы для подачи СОЖ, конструкция с уменьшенным диаметром шейки.
• Выбор материала: субмикронный твёрдый сплав, металлокерамика, кубический нитрид бора (CBN), поликристаллический алмаз (PCD).
Процесс изготовления на заказ
Согласование требований: клиент предоставляет чертежи или требования к обработке.
Разработка концепции: техническая команда оценивает и разрабатывает концепцию инструмента.
Изготовление образцов: мелкосерийное пробное изготовление для валидации.
Серийная поставка: после подтверждения качества запускается серийное производство с гарантией стабильных поставок.
VIII. Демонстрация технологических возможностей
Класс точности обработки
| Класс точности | Допуск размера | Сфера применения |
| Прецизионный | ±0,005 мм | Прецизионные пресс-формы, медицинское оборудование |
| Стандартный | ±0,01 мм | Общее машиностроение, автомобильные компоненты |
| Экономичный | ±0,02 мм | Черновая обработка, операции черновой обработки |
Показатели шероховатости поверхности
| Тип обработки | Шероховатость поверхности | Примечание |
| Чистовое фрезерование | Ra 0,1–0,4 мкм | Высокоглянцевая / зеркальная поверхность |
| Получистовое фрезерование | Ra 0,4–1,6 мкм | Обычная прецизионная обработка |
| Черновое фрезерование | Ra 1,6–6,3 мкм | Эффективное удаление припуска |
Диапазон твёрдости обрабатываемых материалов
• Мягкие материалы: алюминиевые сплавы, медные сплавы, пластики, графит.
• Среднетвёрдые материалы: углеродистая сталь, легированная сталь, нержавеющая сталь (≤ HRC 35°).
• Твёрдые материалы: предварительно закалённая сталь, закалённая сталь (HRC 35°–55°).
• Сверхтвёрдые материалы: высокотвёрдая штамповая сталь, титановые сплавы, жаропрочные сплавы (HRC 55°–68°).
Здравствуйте! Если у Вас есть потребность, сообщите нам следующую информацию, чтобы мы могли предложить оптимальное решение по инструменту:
1. Обрабатываемый материал и его твёрдость (например: штамповая сталь H13, HRC 52°).
2. Чертеж обрабатываемого участка (2D/3D – любой формат).
3. Требуемая точность и параметры поверхности (например: радиус скругления ±0,01 мм, Ra 0,8 мкм).
4. Существующие проблемы обработки (например: вибрация, низкая стойкость инструмента, шероховатость поверхности и т.д.).
5. Информация об используемом оборудовании (бренд, модель, диапазон частоты вращения шпинделя).
связаться с нами
Сопутствующие популярные продукты
Прецизионные автомобильные детали
Данная серия прецизионных механообработанных автомобильных деталей ориентирована на российских поставщиков комплектующих для легковых и коммерческих автомобилей и предназначена для систем тормозов шасси, силовой трансмиссии и гидравлического управления.
Универсальные прецизионные механические компоненты
Вся номенклатура прецизионных механически обработанных деталей данной серии специально предназначена для закупок предприятиями России в различных отраслях промышленности.
Прецизионные детали для промышленных роботов
Данная серия продукции ориентирована на российских производителей промышленных роботов и предназначена для комплектации шестиосевых коллаборативных манипуляторов, суставных узлов автоматизированного оборудования.
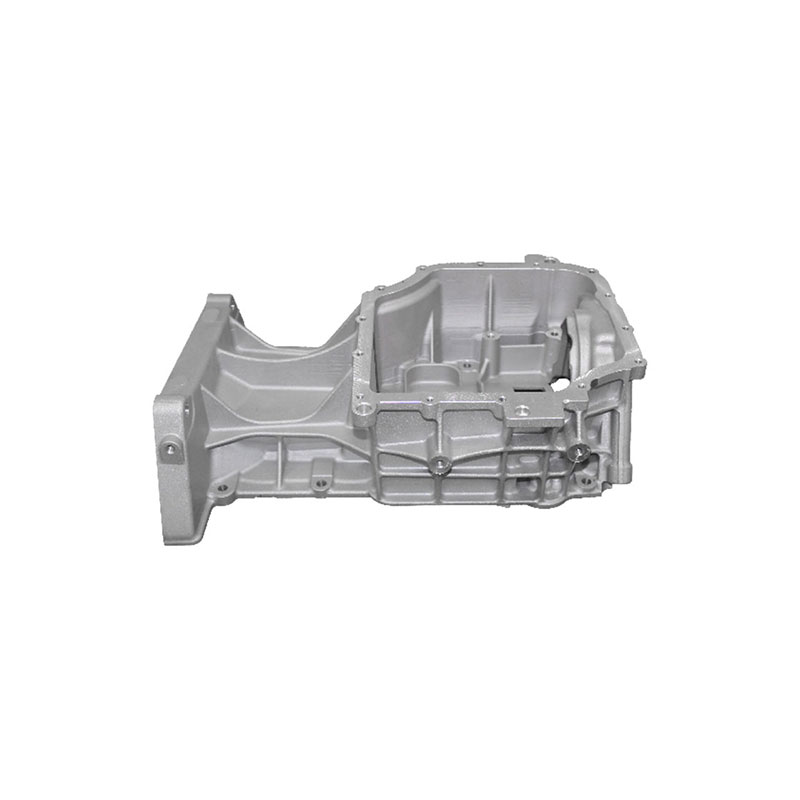
Прецизионные отливки блоков цилиндров двигателя
Блоки цилиндров данной серии специально предназначены для поставок российским производителям автомобилей с ДВС и гибридных автомобилей нового поколения.
Детали для новой энергетики
Данная серия прецизионных деталей предназначена исключительно для российского рынка новой энергетики и ориентирована на комплектацию проектов российских производителей электромобилей, накопителей энергии, тяговых электродвигателей и других смежных направлений.
Прецизионные станки
ООО Шэньчжэнь Оупусы Технологии специализируется на решениях в области 5-осевой прецизионной механической обработки.
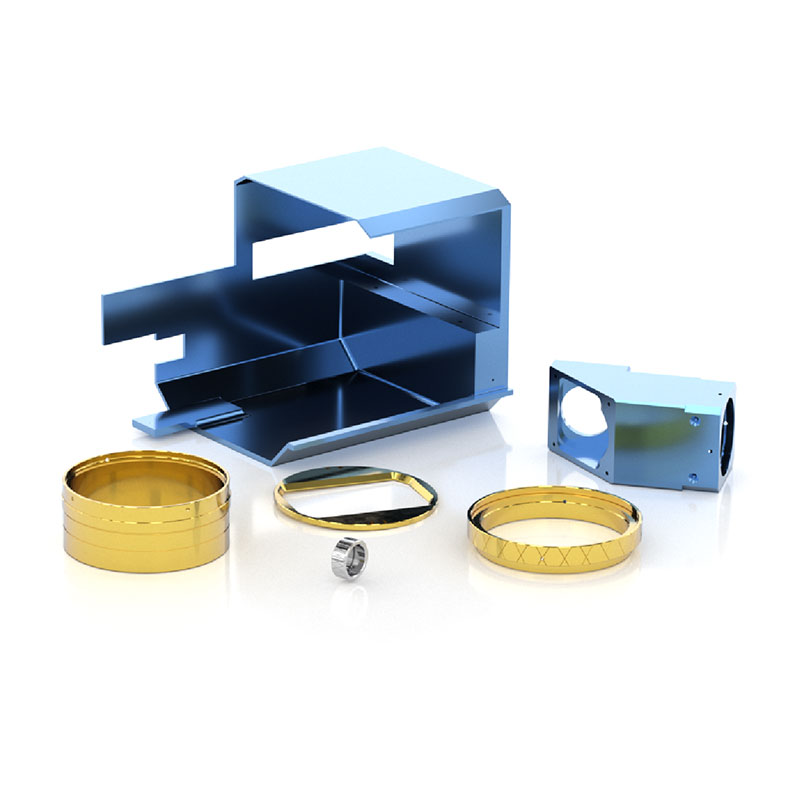
Прецизионные детали для оптической промышленности
Данная серия прецизионных механообработанных деталей ориентирована на российских производителей оптического оборудования и предназначена для комплектации промышленных объективов, оптико-электронных контрольно-измерительных приборов, прецизионных оптических модулей и другого оборудования.
Прецизионные валы и детали, обработанные на токарных автоматах продольного точения
Детали данной серии, подвергнутые чистовой механической обработке на токарных автоматах продольного точения, изготавливаются на собственном стандартизированном интеллектуальном производственном участке.
Прецизионные детали для медицинского оборудования
Данная серия прецизионных медицинских деталей специально разработана для российских предприятий-изготовителей медицинской техники и полностью адаптирована для комплектации оборудования пяти основных категорий.



